उच्च आवृत्ति प्रेरण वेल्डिंग के लिएएल्यूमीनियम ट्यूब, 5 के वी-आकार के कोण का उपयोग करने की अनुशंसा की जाती है°~ यानी वेल्डिंग बिंदु से 50.8 मिमी (2 इंच) दूर एक वी कोण।
रंग खोलने पर प्लेट के किनारों के बीच की दूरी 5.08 ~ 7.62 मिमी है। जब वी-आकार का कोण छोटा होता है, तो अस्थिर वेल्डिंग के कारण वेल्ड दोष उत्पन्न होंगे। यह दोष पिघले हुए आधे चाँद की धातु की पट्टी के कारण होता है जो वेल्ड की ओर जाता है। धातु बैंड धीरे-धीरे वेल्डिंग के दौरान इकट्ठा होता है, टूट जाता है जब इसकी सतह के तनाव को बनाए रखना मुश्किल हो जाता है, और विद्युत चुम्बकीय बल द्वारा बाहर निकाला जाता है। एक "ठंडा वेल्ड" दोष तब होता है जब लगभग सभी पिघला हुआ धातु निचोड़ा जाता है।


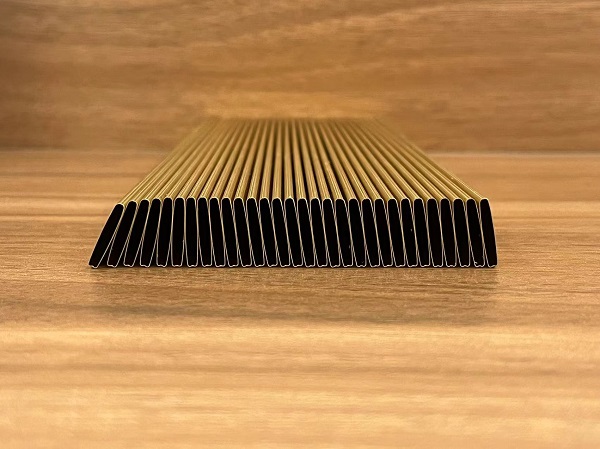
अधिकांश एल्यूमीनियम पाइपों को चिकनी आंतरिक दीवारों की आवश्यकता होती है, लेकिन वेल्डेड पाइपों के छोटे व्यास के कारण, वेल्ड में गड़गड़ाहट को हटाया नहीं जा सकता। वेल्ड सीम के अंडरग्रोथ को कम करने के लिए
कांटों के लिए, आमतौर पर जितना संभव हो सके पट्टी की पिघलने वाली मात्रा को कम करने के लिए उच्च वेल्डिंग आवृत्ति का उपयोग करें। इसके अलावा, यह भी सुनिश्चित करना चाहिए कि ट्यूब ब्लैंक के गोल होने के बाद स्ट्रिप के किनारे की स्थिति उपयुक्त है, यानी ट्यूब ब्लैंक के गोल होने के बाद स्ट्रिप का किनारा समानांतर स्थिति में है। यदि पट्टी के दोनों किनारे झुके हुए हैं, तो निकटता प्रभाव के कारण, ट्यूब बिलेट का आंतरिक वेल्ड ज़्यादा गरम हो जाएगा, और अधिक पिघला हुआ धातु आंतरिक वेल्ड में उत्पन्न होगा, जिससे एक बड़ा वेल्ड मनका बन जाएगा।

पहलेवेल्डिंग एल्यूमीनियम ट्यूबवेल्डिंग दक्षता में सुधार करने और वेल्डिंग की गुणवत्ता सुनिश्चित करने के लिए इसकी विशेषताओं और तकनीकों को समझें।